
Accurate, energy efficient heat treatment for the rollers used in heavy duty tracked vehicles such as earth movers has been achieved using a control system based on Movicon, the modular SCADA solution. Paul Hurst of Products4Automation (P4A), the UK representative for Movicon says the installation has been so successful that the technology is to be extended to other lines in the plant.

The line is part of a large factory in Bologna, Italy that makes entire tracked undercarriages for a range of vehicles that are designed to be deployed over the most hostile working terrains. The automated production line has various heat treatment furnaces, including one for annealing, one for austenising and one for tempering. Quenching baths are positioned adjacent each furnace so that individual workpieces can flow through the process in a continuous manner.
The heat treatment process is followed by robotic palletisation, an investment intended to help increase production while also guaranteeing maximum quality and helping to improve safety.
Looking in detail, the first stage in the process is austenising, a process in the annealing furnace which heats the metal to obtain a uniform solid crystalline structure with the Cementite (iron carbide) completely dissolved to improve and reinforce the rollers’ hardness and durability. This is followed by quenching, a process based on repeated heating and cooling until the rollers reach the required level of hardness. The Bologna plant has three quenching baths to minimise waiting times after removal from the furnace.
Once this process is completed, the rollers continue on to the tempering furnace for the final process where they are reheated to a temperature lower than the one used in the first stage and allowed to cool down gradually to ensure that tension is reduced within the metal without altering its hardness. When finished the rollers are then ready for palletisation.
 Automation architecture
Automation architecture
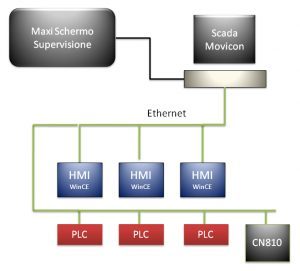
The control solution developed for managing the heat treatment process line consists of a centralised PC-based supervision system in the production management offices. This uses Movicon, a low cost yet high performance modular SCADA technology that can easily be configured to precisely meet the needs of any installation – and just as easily be reconfigured if requirements change. Movicon is produced in Italy by Progea and is available in the UK through Products4Automation.
The central control system is complemented with local touch screen control panels positioned at three workstations on the plant. Further, a 50 inch plasma display screen is positioned in full view at the beginning of the production line to keep everyone fully informed with operational information, including production analysis and alarm statuses. The plasma screen is managed by a XVGA video card installed on second, dedicated PC.
The Movicon supervision system allows screen pages to be opened and displayed in the managers’ office, on the big plasma screen and/or on the local monitors. The main display pages show the production line’s key parameters and operating performance and thus keep operators fully updated with real time information.
The plant-side local workstations each have a 10 inch touch screen HMI operator panel based on Windows CE. These can communicate via the Movicon technology with the Windows based central SCADA system, a configuration chosen to easily and reliably provide maximum data integration.
In fact all the workstation terminals have access through Ethernet to all the Siemens Simatic S7-300 PLCs distributed across the production line, so can control the whole heat treatment process. The palletisation system, based on a Siemens Sinumerik 810D CNC, is also connected to the supervision system via Ethernet.
based on a Siemens Sinumerik 810D CNC, is also connected to the supervision system via Ethernet.
This Movicon based system aids operators in managing production processes with simple, intuitive screens clearly illustrating all process phases. They can also view all process information from any local display unit. However for security reasons, there are several layers of password protection. The Movicon system also has the ability to restrict the local work stations to local duties and data only, should heightened security be required.
In operation, production recipes are centralised and controlled in the main supervisor station where they are stored in archives. However they can also be activated and managed locally from any workstation with appropriate password access. This means that files can be managed locally but kept centrally for ease of management, backup, operational control and for forward planning purposes.
Overall management of the production line is via the PC running Windows located in the production managers’ control room. A general layout of the entire production line can be viewed from this room with real-time operating data for each control station and substation, along with general production information and statistics. Thus the whole production process and access to data files can be managed from the central control station, as can the access level allowed for each local terminal.
The central system also manages both programmed maintenance and raises pre-emptive alarms to avoid unexpected breakdowns and thus maintain productivity. Special servicing pages can be accessed using log-in procedures to allow maintenance workers to monitor and adjust the system parameters. Both local maintenance workers and engineering staff can access these pages by remote control using modem connections to get easy and clear maintenance procedure guidance.
All production and maintenance data is collected and recorded with the option to trace by quality and quantity. Data is archived in relational databases at both central and local levels, so that production managers can get all the information they need relating to each production process run with analysis filtered by product, batch, shift, and individual worker. Such comprehensive information quickly available means productivity and efficiency can be maintained at a high level and also aids forward planning and long term development.





